When businesses decide to automate their palletizing process, there are essentially two choices: robotic or conventional. To make the best decision, it’s best to know the differences and advantages of each technology.
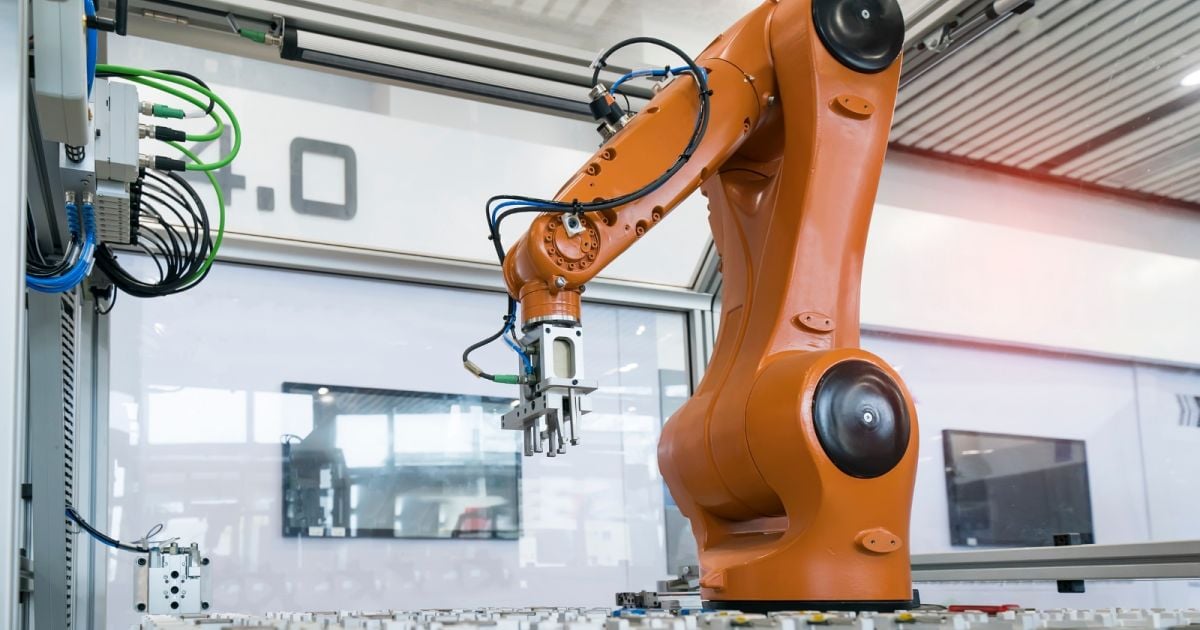
First, let us discuss robotic palletizers. The key component in a robotic palletizer is a robot. A robot is typically defined as an electro-mechanical machine guided by computer or electronic programming and is able to do tasks on its own.
In palletizing applications, a pallet company in Jacksonville robot can consist of a 2-axis, 3-axis, or 4-axis gantry robot. However, more often a robot consists of a 4-axis articulated arm that’s mass produced by companies such as FANUC or ABB Robotics. In some cases 5- or 6-axis articulated arms are also required should a product need to be tilted or rotated.
robot can consist of a 2-axis, 3-axis, or 4-axis gantry robot. However, more often a robot consists of a 4-axis articulated arm that’s mass produced by companies such as FANUC or ABB Robotics. In some cases 5- or 6-axis articulated arms are also required should a product need to be tilted or rotated.
Other components in a robotic palletizer consist of the following:
- Infeed conveyors that deliver products to the robot
- Pallet dispensers that automatically deliver a single pallet to the robot from a stack of pallets
- Outfeed conveyors that take pallets with full stacks away from the robot
- Automatic slip sheet or tier sheet dispensers
- Safety devices such as fencing and light curtains
- The EoAT (End of Arm Tool), often custom-designed to handle one or more specific products
Robotic palletizers offer several key advantages over conventional palletizers:
- Typically takes up less space
- Adapts easier to different pallet patterns and product types
- Handles up to 1000 kg (2,200 lbs)
- Handles many different product types, including cases, bags, pails, bottles, batteries, etc.
- Simultaneously handles multiple infeeds of different SKUs
- A single articulated arm can typically handle up to 4 different SKU’s. If the articulated arm is attached to a moving track or a gantry style robot, 8 to 12 SKU’s can be handled simultaneously.
- Price can be less, especially when looking at four or more simultaneous infeeds.
- Palletizing rates can vary anywhere from 8 to 30 cases/min for a single robot depending on stacking patterns, requirements, and if the robot is picking a single product, rows of product, or full layer of products
- Mixed case palletizing is possible
Now let’s look at conventional palletizers. A conventional palletizer is made up of the following key components:
- Infeed conveyor
- Case turner (if case rotation is required)
- Row forming conveyor with integrated pusher
- Layer forming table with stripper plate and layer-squaring device
- Elevator that lifts full layers of products
- Pallet dispensers
- Slip/Tier sheet dispensers
- Full load pallet discharge conveyor
A conventional palletizer can be broken down into low-level and high-level palletizers. A low-level palletizer starts with products being conveyed and rotated as required by the pallet pattern. The cases then hit an end stop and back up against one another to form a row. This row is pushed onto a layer-forming table.
Rows are continually built in this manner until an entire layer is formed on the layer-forming table. The layer-forming table then raises or lowers to the correct height, and a stripper plate underneath the layer of products retracts gently depositing products onto a pallet. Layers are continuously deposited in this manner until a fully-loaded pallet is formed. The completed pallet is then discharged, an empty pallet is dispensed into the same location, and the process repeats.
A high-level palletizer operates in a similar manner to a low-level palletizer, except instead of raising and lowering full layers of cases and depositing them onto a pallet, the case layers remain stationary and the pallet is raised and lowered as required. High-level palletizers also allow products to be formed into layers at much higher speeds than low-level palletizers.
Advantages of Conventional Palletizers:
- Easier to troubleshoot, support, and operate without special training
- A single unit can handle up to 2 -3 SKU’s simultaneously
- Typically will cost less than a robotic palletizer with a single or dual infeed.
- Up to 15 cases/min for low-level palletizers
- Up to 150 cases/min for high-level palletizers
- Palletizes cases, bags, and other cube-shaped products
Although this is only an overview of the basic parts and advantages of robotic and conventional palletizers, hopefully it will help you decide which technology is best for your distribution center.
































































































































































































































































































































































































































































































![Building Brilliance: Unveiling the Premier Residential Construction Experts in [Your City]](https://readingcoremag.net/wp-content/uploads/2023/12/Depositphotos_26374913_m-2015.jpg)































































































































































































































































































































































































































































































































































































































































































































































































































































































0